-
我想...
- 聯(lián)系遠(yuǎn)東
銷(xiāo)售電話:0371-69276666
QQ:小遠(yuǎn)
- 在線客服:小東
- 郵箱:lsyd@lsyd.com
微信公眾號(hào):yd1234567
- 產(chǎn)品展示
- 應(yīng)用案例
- 遠(yuǎn)東動(dòng)態(tài)
- 實(shí)力遠(yuǎn)東
- 走進(jìn)遠(yuǎn)東
- 獲取報(bào)價(jià)


-
-
-
服務(wù)熱線
400-608-0006
-
公司總機(jī)
0086-371-69276666
-
業(yè)務(wù)熱線
0086-371-69275999
-
公司郵箱
-
公司傳真
0086-371-69276100
-
官方微信
公眾號(hào):yd1234567

-
服務(wù)熱線 : ![]()

行業(yè)動(dòng)態(tài)
YUANDONG NEWS
推薦閱讀
電熔鋯剛玉磚詳細(xì)生產(chǎn)流程
發(fā)布時(shí)間:2019-02-12瀏覽次數(shù):
氧化電熔法特性是采用長(zhǎng)電弧,石墨電極在物料的上部應(yīng)用電弧弧光的輻射高溫凝結(jié)物料,防止了與熔液接觸,作業(yè)澆注車(chē)間處于氧化氛。凝結(jié)過(guò)程中要留意氧化熔融的電弧不能太長(zhǎng),普通為30-50mm,由于電弧電壓與弧長(zhǎng)呈線性關(guān)系。而隨電弧電壓升高,剛玉結(jié)晶粒度減少,到達(dá)230v時(shí),鑄件的密度就會(huì)降低;同時(shí)把熔煉時(shí)間縮短到最低限度,以免增碳;其次還應(yīng)有煙氣除塵通風(fēng),以保證爐內(nèi)的氧化氛圍。
生產(chǎn)流程")
當(dāng)一切的配合料都凝結(jié)并到達(dá)熔體外表很干凈時(shí),就能夠停止?jié)沧ⅰ沧⑶跋茸龊描T模。熔體澆注時(shí)的溫度要控制在1960-1980度,為了進(jìn)步澆注密度,可分層澆注,10-20min澆注一層,當(dāng)前一澆注外表溫度冷卻到1680-1700時(shí)澆注下一層,向熔液中參加與熔體成分相近的電熔料塊,可增大澆注時(shí)熔流的致密度。合理設(shè)置澆注口,并除去氣孔散布多的鑄件局部,都能促進(jìn)鑄件的密度進(jìn)步。
澆注時(shí)的熔體,既要保證有良好的活動(dòng)性,又要防止過(guò)熱,由于過(guò)熱會(huì)促使熔體吸收氣體,鑄入模后的收縮率就會(huì)相應(yīng)增大,鑄件也就會(huì)產(chǎn)生縮孔和開(kāi)裂。
鑄件冷卻。鑄件的降溫冷卻過(guò)程大致分為熔體的活動(dòng)(澆注)、散熱、熔體凝固硬化(結(jié)晶)和已硬化的鑄件冷卻等4個(gè)階段。在熔體硬化工程中,它的構(gòu)造正在構(gòu)成。初期,鑄件表皮溫度急劇降落,熔體向模型快速散熱而構(gòu)成極致密的局部,析出晶相構(gòu)成鑄件的微晶和中晶區(qū)域。剩余的熔體主要集中在靠近澆注面的鑄件中部部位,以后構(gòu)成粗晶構(gòu)造。由于結(jié)晶是從邊緣開(kāi)端向中心擴(kuò)展,當(dāng)鑄件的周邊結(jié)晶硬化并開(kāi)端冷卻時(shí),鑄件中心尚屬高溫液態(tài)熔體,邊緣與中心的溫差相當(dāng)大,在鑄件內(nèi)勢(shì)必產(chǎn)生構(gòu)成裂痕的應(yīng)力,內(nèi)外硬化速度相差越大,熱應(yīng)力也就越大。因而,鑄件的冷卻過(guò)程對(duì)熔鑄制品的質(zhì)量及構(gòu)造有重要意義。
生產(chǎn)流程")
鑄件在脫模后要停止退火,實(shí)踐上就是控制鑄件的硬化(結(jié)晶吧)和冷卻速度。退火的方式有兩種:自然退火和可控退火。自然退火就是依托鑄件外部的良好隔熱層,使鑄件平穩(wěn)遲緩冷卻,冷卻速度可由鑄模外硅藻土或收縮蛭石層的厚度加以調(diào)整。可控退火是將表皮曾經(jīng)硬化的鑄件脫去鑄模或帶模放進(jìn)小型隧道窯中,按規(guī)則的退火曲線停止遲緩冷卻。
制品的機(jī)械加工。電熔鋯剛玉磚耐火資料經(jīng)過(guò)退火處置的合格制品在進(jìn)入倉(cāng)庫(kù)前,必需停止機(jī)械加工處置。由于剛玉硬度大、強(qiáng)度高,所以采用金剛石工具停止加工處置。鑄件經(jīng)過(guò)切割、研磨、打孔等工序,使制品具有準(zhǔn)確地幾何外形、潤(rùn)滑平整的外表和裝置密配請(qǐng)求準(zhǔn)確尺寸。
本站部分文章取材于網(wǎng)絡(luò),如有侵權(quán),請(qǐng)聯(lián)系我們立即刪除。
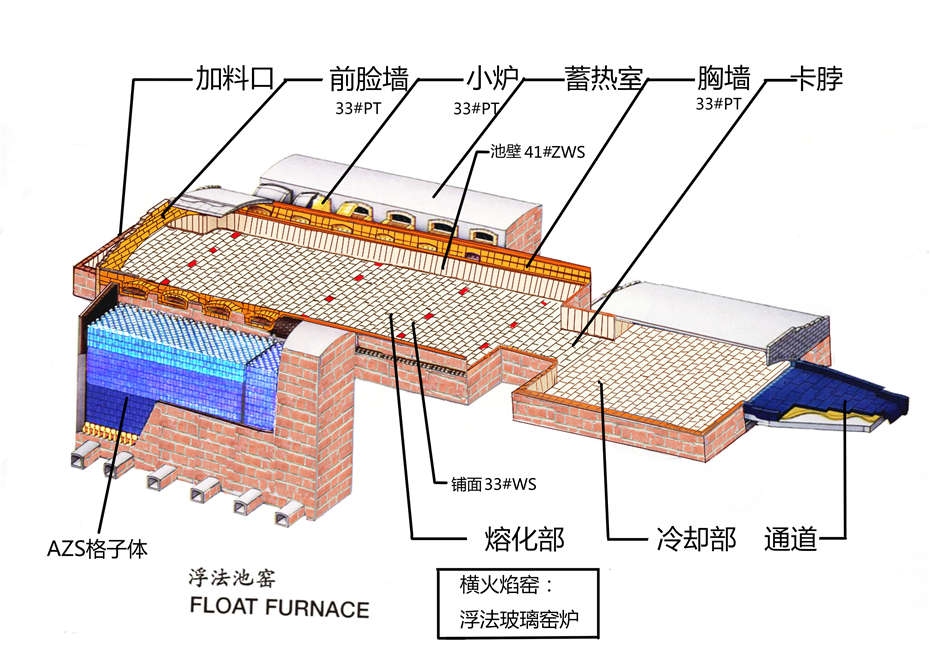
電熔磚 鋯剛玉磚 電熔鋯剛玉 電熔鋯剛玉磚 AZS 新密鋯剛玉磚 ,玻璃窯爐用耐火材料 電熔耐火材料、電熔AZS鋯剛玉磚、玻璃窯爐AZS、鄭州耐火材料、玻璃窯爐設(shè)計(jì)、鋯剛玉產(chǎn)品價(jià)格、生產(chǎn)AZS鋯剛玉、AZS電熔鋯剛玉價(jià)格、電熔窯、縱火焰窯爐、橫火焰窯爐、馬蹄焰窯爐、新密AZS
上一篇 : 常見(jiàn)4種電熔剛玉的分類(lèi)及性能指標(biāo)
下一篇 : 十字形電熔AZS磚和六角形堿性格子磚
-
2萬(wàn)
年生產(chǎn)能力2萬(wàn)噸/年
-
320+
服務(wù)玻璃企業(yè)320多家
-
300+
自有專(zhuān)利300多項(xiàng)
-
20年
專(zhuān)注鋯剛玉耐材20年
掃一掃,瀏覽更方便